Wartung optischer Sortiermaschinen für optimale Effizienz
09.06.2023Autor: Clinten van der Werwe, VP und Head of Service bei TOMRA Recycling Sorting
Moderne optische Sortiermaschinen sind fein abgestimmte Systeme. Ihre Software- und Hardwarekomponenten arbeiten in einer sorgsam orchestrierten Symphonie zusammen, um reine, recycelbare Einzelfraktionen aus komplexen Abfallströmen zurückzugewinnen, selbst bei hohen Durchsatzraten. Wenn jedoch auch nur eine der Komponenten nicht optimal eingestellt ist, leidet die Produktivität des gesamten Systems und die Qualität des Endprodukts.
 Beleuchtungseinheit von AUTOSORT™ für genaue Materialerkennung
Beleuchtungseinheit von AUTOSORT™ für genaue Materialerkennung
© TOMRA
Die Auswahl des richtigen Equipments und eines zuverlässigen Technologieanbieters ist lediglich der erste Schritt, um die gewünschte Leistung zu erzielen. Jeden Tag, jede Woche und jeden Monat muss der Bediener der Maschine die Komponenten sorgfältig im Auge behalten und warten, um sicherzustellen, dass die Maschine mit Höchstleistung arbeitet und so eine hohe Rentabilität ermöglicht. Die folgenden Tipps zur richtigen Wartung der Sortiermaschinen helfen, die gewünschten Sortierergebnisse zu erzielen:
Optische Sortiertechnologie
Optische Sortierer, wie sie in typischen Müllsortieranlagen und Anlagen zur Sortierung von kommunalen Feststoffabfällen zu finden sind, verarbeiten nur das, was das menschliche Auge erkennen kann, allerdings mit viel höherer Geschwindigkeit. Obwohl optionale Technologien zur Verfügung stehen, um spezifische Anwendungsanforderungen zu erfüllen, werden zwei Standardtechnologien von den meisten Sortierern bevorzugt eingesetzt:
- Sichtbare Spektroskopie (VIS)
- Nahinfrarottechnologie (NIR)
Um das Material korrekt zu erkennen, muss die Beleuchtungseinheit des Sortierers sorgfältig kalibriert werden, damit die Software die Farbe und die Materialeigenschaften richtig erkennt. Jede Veränderung der Umgebung, wie Verschleiß und Alterung der Glühbirne, Temperaturschwankungen usw., kann die Erkennung des Materials durch die Sortiermaschine beeinträchtigen.
Die mitunter tägliche oder wöchentliche Kalibrierung der Sortiermaschine trägt zur Optimierung der Sortierleistung bei, kann sich jedoch auf den Produktionsplan auswirken. Ihr Technologielieferant kann Ihnen mitteilen, wie schnell und wie häufig die Kalibrierung durchgeführt werden sollte. Einige optische Sortiermaschinen, wie TOMRAs AUTOSORT™, bieten eine kontinuierliche Sensorkalibrierung, bei der die VIS- und NIR-Signale permanent berechnet und innerhalb der Toleranz gehalten werden.
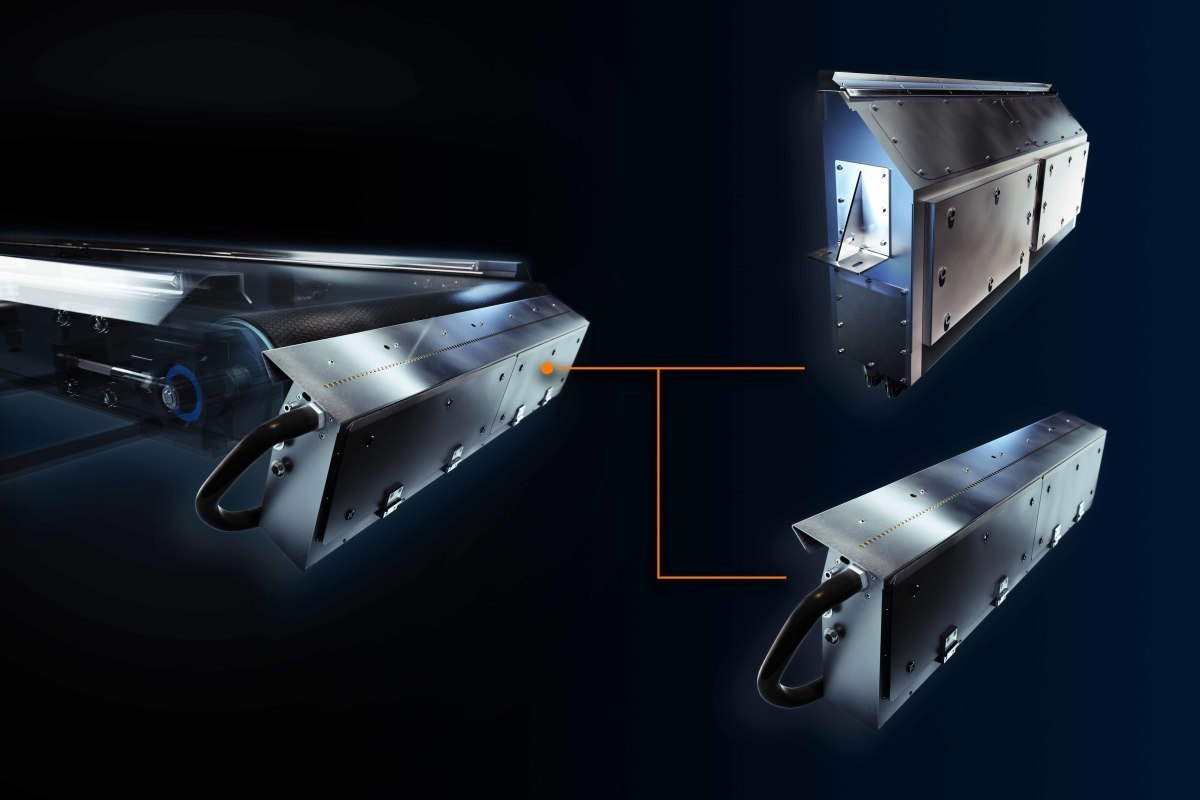 Ventilblöcke
Ventilblöcke
© TOMRA
Ventilprüfung
Alle Sortiermaschinen verwenden das gleiche mechanische Verfahren zum Sortieren von Material. Luftventile erzeugen in genau getakteten Intervallen Luftimpulse, um entweder das gewünschte Material oder Verunreinigungen in einem berührungslosen Sortierprozess auszustoßen. Die Ventilblöcke dieser Sortiermaschinen können je nach Breite des Bandes Hunderte von einzelnen Ventilen aufweisen. Für eine ordnungsgemäße Funktion müssen diese Ventile sauber und frei von Verunreinigungen bleiben. Allein die Betriebsumgebung oder Öl/Wasser in den Luftleitungen können zur Verstopfung oder vollständigen Blockierung eines Ventils führen. Dies beeinträchtigt die Reinheit der zurückgewonnenen Produkte.
Die Bediener müssen den Hoch- und Niederdruck der Ventile prüfen, um sicherzustellen, dass jedes Ventil einwandfrei funktioniert. Dies ist ein wichtiger Wartungsschritt, da ein defektes oder verstopftes Ventil zu Produktionsausfällen oder einer Verunreinigung des Endprodukts führen kann.
In der Vergangenheit musste der Techniker dazu jede Maschine einzeln untersuchen und die Ventilprüfung manuell durchführen. Dies führte häufig zu menschlichen Fehlern bei der Beurteilung und Dokumentation der Ventilfunktion. Heutzutage verfügen einige, jedoch nicht alle optischen Sortierer über eine automatische Prüf- und Reinigungsfunktion der Ventile, um eine optimale Sortierleistung und Reinheit sicherzustellen. Der Prüf-/Reinigungsprozess erfolgt automatisch, wenn der Kreislauf unterbrochen ist, so dass menschliche Fehler ausgeschlossen werden können. Werden beschädigte Ventile erkannt, werden diese auf dem Bedienfeld der Maschine oder, im Falle von vernetzten Maschinen, im Kontrollraum oder in der Maschinen-App angezeigt.
 AUTOSORT™ bei der Sortierung von gemischtem Abfall
AUTOSORT™ bei der Sortierung von gemischtem Abfall
© TOMRA
Auf die Bandgeschwindigkeit kommt es an
Entscheidend für den Erfolg der optischen Sortiermaschine ist die Bandgeschwindigkeit. Sie macht den Unterschied zwischen hoher Produktreinheit und verstärkter Materialverunreinigung aus. Bei jeder optischen Sortiermaschine wird die Entfernung des Materials durch die Bandgeschwindigkeit geteilt, um den richtigen Zeitpunkt und die richtige Position für das Auslösen der Luftventile zu berechnen. So wird die Produktsortierung optimiert.
Zu Veränderungen der Bandgeschwindigkeit können mehrere Faktoren beitragen – Bandverschleiß, Lager, Zahnräder und Schmutzablagerungen. Ein Band, das schneller oder langsamer als die festgelegte Bandgeschwindigkeit läuft, hat zur Folge, dass ein Ventil zu früh oder zu spät ausgelöst wird. Das kann wiederum zu Produktverlusten oder Verunreinigungen führen. Daher ist es unerlässlich, die korrekte Bandgeschwindigkeit während jeder Schicht mehrmals zu überprüfen. Wenn die Materialzufuhr der Sortiermaschine nicht mit Sensoren ausgestattet ist, muss der Bediener die Geschwindigkeit manuell mit einem Tachometer überprüfen und bei Bedarf anpassen.
Auch bei diesem Prozess kann die Automatisierung helfen. Zum Beispiel ist das Förderband des AUTOSORT™s mit Sensoren ausgestattet, mit denen die Geschwindigkeit kontinuierlich überwacht wird. Wird eine Veränderung festgestellt, erhält der Bediener eine Warnung und kann Korrekturmaßnahmen ergreifen. Fällt ein Sensor aus, gibt das System ebenfalls eine sofortige und automatische Warnung aus.
 Optimierung des Sortierprozesses
Optimierung des Sortierprozesses
© TOMRA
Sauberkeit an oberster Stelle
Obwohl es offensichtlich ist, stellt die Sauberkeit einer Sortiermaschine einen wesentlichen Aspekt für einen korrekten Sortierprozess dar. Die Sortiermaschinen erfordern eine gleichmäßige Beleuchtungsstärke, um das Material korrekt erkennen zu können, arbeiten dabei aber in einer von Natur aus schmutzigen Umgebung. Noch gravierender ist, dass sich auf extern montierten Beleuchtungseinheiten möglicherweise Ablagerungen ansammeln können, die eine Brandgefahr darstellen.
Die Bediener müssen das Schutzglas abwischen, damit der Sichtbereich des Sensors nicht beeinträchtigt ist. Bei der Reinigung sollte zudem auf Schäden durch umherfliegende Teile geachtet werden. Bei Außenlampen muss überprüft werden, ob sie richtig ausgerichtet sind, da sie leicht von herumfliegenden Trümmern getroffen werden können. Wenn eine Neuausrichtung erforderlich ist, sollte der Bediener die Maschine zur Optimierung der Leistung außerdem neu kalibrieren.
Für jede Art von Reinigung muss der Kreislauf unterbrochen werden, was sich negativ auf die Produktion auswirkt. Der Reinigungsaufwand wird verringert, wenn sensorbasierte Sortiermaschinen mit Beleuchtungseinheiten im Inneren des Scannergehäuses eingesetzt werden. Sortiermaschinen, die über Schnellzugriff-Bedienfelder für den Scanner und den Ventilblock verfügen, sorgen außerdem für eine Minimierung der Ausfallzeiten für die Reinigung.
 Betriebszeit erhöhen, indem Ersatzteile auf Lager gehalten werden
Betriebszeit erhöhen, indem Ersatzteile auf Lager gehalten werden
© TOMRA
Ersatzteile vorhanden?
Ein weiterer Tipp, um Ausfallzeiten zu minimieren, besteht darin, ausreichend kritische und verschleißintensive Teile für einen schnellen Austausch bereitzuhalten. Teile wie Luftfilter für die Luftmaschine, Lampen und Ventile sollten immer vorrätig sein. Denken Sie an die Kosten, die entstehen, wenn Sie diese Teile nicht vorrätig haben. Eine Glühbirne kann beispielsweise innerhalb von 10 Minuten ausgetauscht werden, sofern sie auf Lager ist. Ist sie nicht vorrätig, kann es ein bis zwei Tage dauern, bis sie ersetzt ist. Hinzu kommen die Kosten für den Versand über Nacht und die Ausfallzeit des Kreislaufs.
 Analyseberichte mit TOMRA Insight
Analyseberichte mit TOMRA Insight
© TOMRA
Vorteile durch Nutzung von vernetzter Technologie
Immer mehr Hersteller bieten jetzt Fernunterstützung und Konnektivitätsprogramme für optische Sortiermaschinen an. Mit einer vernetzten Maschine können die Hersteller viele Probleme bei der Sortierung aus der Ferne über ein virtuelles privates Netzwerk (VPN) beheben. Mit einem Anruf, einer SMS oder einer E-Mail können sich die Kunden mit dem Hersteller in Verbindung setzen, um Probleme mit der Leistung schneller zu lösen, ohne dass ein Besuch vor Ort nötig ist.
Fortschrittlichere Programme zur Erfassung von Produktionsinformationen wie TOMRA Insight sind so gestaltet, dass sie nützliche Daten zur Sortierleistung liefern. Gleichzeitig können sie die Unternehmensleitung und die Servicetechniker auf Maschinenprobleme aufmerksam machen, sobald diese auftreten. Dadurch lassen sich kleine Probleme beheben, bevor sie sich zu größeren Störungen entwickeln. Hinzu kommt, dass so die Unterbrechung der Kreisläufe auf ein Minimum reduziert wird.
Service
Ein letzter Punkt, der nicht vergessen werden darf, ist eine gute Zusammenarbeit mit dem Technologielieferanten, um einen Servicevertrag zu entwickeln, der langfristig für eine maximale Leistung des Systems sorgt. Das TOMRA Care Angebot bietet maßgeschneiderte Programme, die von regelmäßigen Servicebesuchen bis hin zu Angeboten für Kernkomponenten wie Scanner und Computer reichen. Außerdem stehen kontinuierliche Bedienerschulungen und/oder ein Kundendienst rund um die Uhr zur Verfügung.
Unabhängig davon, wie viel Unterstützung Sie benötigen, stehen die Hersteller von Sortiermaschinen den Recyclern als Partner zur Seite, um beim Betrieb einen hohen Reinheitsgrad sicherzustellen und die Rentabilität zu maximieren.