JOEST installs 31 m long vibrating conveyor trough
for incineration slag
 © JOEST
© JOEST
 © Dr. Petra Strunk
© Dr. Petra Strunk
 © Dr. Petra Strunk
© Dr. Petra Strunk
 © JOEST
© JOEST
 © Dr. Petra Strunk
© Dr. Petra Strunk
 © Dr. Petra Strunk
© Dr. Petra Strunk
 © Dr. Petra Strunk
© Dr. Petra Strunk
 © JOEST
© JOEST
 © JOEST
© JOEST
 © Dr. Petra Strunk
© Dr. Petra Strunk
 © Dr. Petra Strunk
© Dr. Petra Strunk
 © Dr. Petra Strunk
© Dr. Petra Strunk
 © Dr. Petra Strunk
© Dr. Petra Strunk
The Dülmen-based company JÖST GmbH + Co KG supplied and installed a 31 m long mass-compensated resonance vibrating conveyor trough in 2023. The conveyor takes the abrasive slag from waste incineration and conveys it further towards the slag bunker.
The JOEST group is an internationally active company with over 100 years of experience, specialising in the development and manufacture of innovative solutions in the field of bulk solids and process technology in almost all branches of industry. With twelve subsidiaries worldwide and numerous agencies, the JOEST group is always one step ahead of the constantly increasing market requirements.
The mass-compensated resonance vibrating conveyor from JOEST
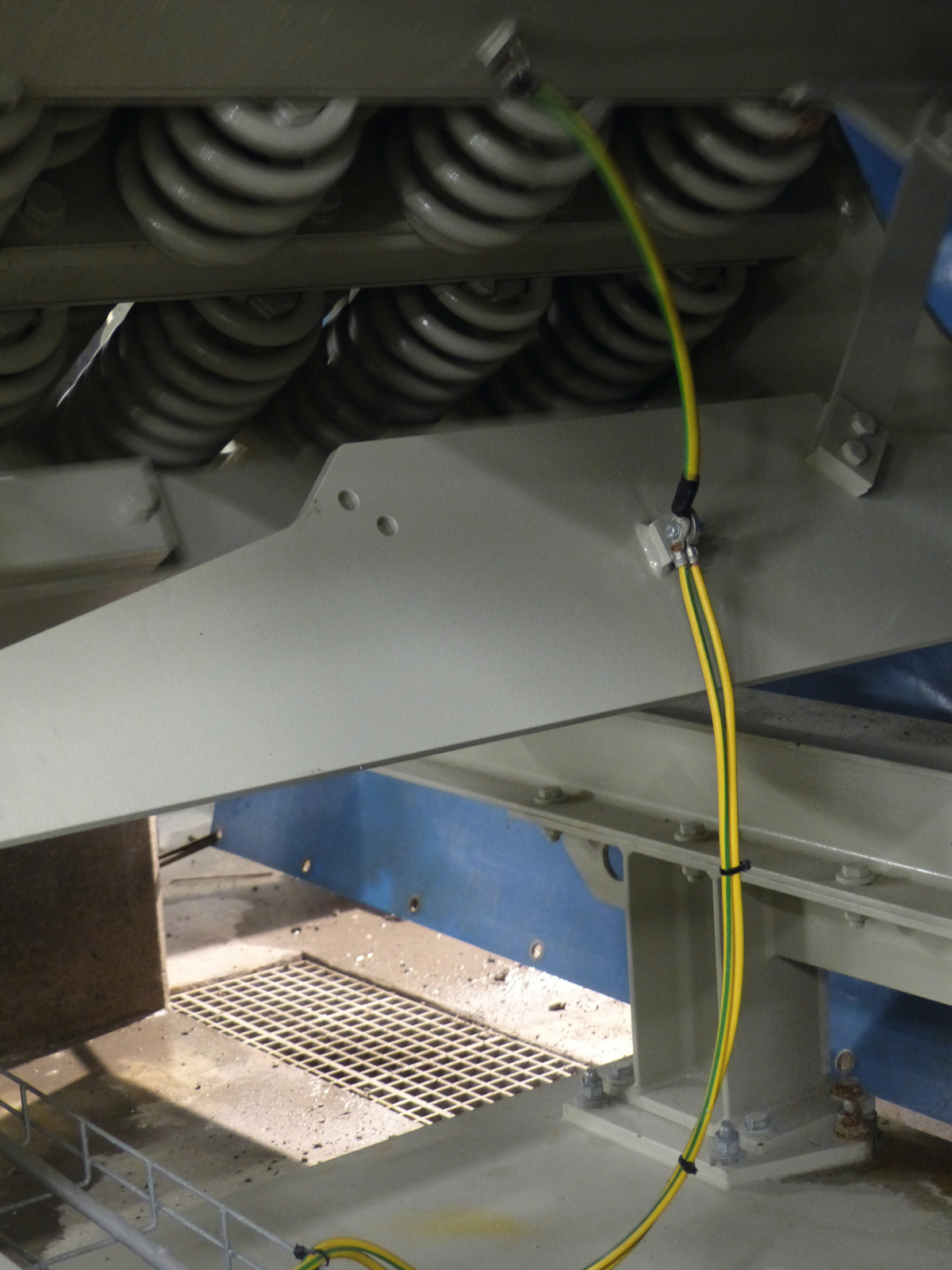
JOEST two-mass resonance conveyors are generally used for conveying bulk materials and unit loads over longer conveying distances. A vibrating system consisting of a trough mass and the working springs as well as active vibration absorbers at regular intervals is excited sub-resonantly with an eccentric thrust crank drive. With this system, large oscillation amplitudes are possible, enabling high conveying capacities. As the dynamic restoring forces of the working springs are largely compensated by the vibration absorbers in the actively mass-compensated system, the vibrations transmitted to the substructure are low. This fact and the low vertical acceleration values of less than 1 g – which means that the conveyed goods do not lift off during the conveying process – ensure low-noise and gentle transport of the bulk materials.
Transport of waste incineration slag
At PreZero Energy Roosendaal site in the Netherlands, 1000 t/d of commercial and household waste that cannot be reprocessed is incinerated and converted into energy and heat. Of the 100 t/h of waste fed into two incineration lines, approx. 25 t/h of bottom ash remains.
Due to the inhomogeneity and wide range of domestic and commercial waste, this can contain individual pieces up to an edge length of 1000 mm and a weight of 200 kg. The slag is characterised by high abrasiveness and chemical aggressiveness, among other things, which places high demands on the downstream machines. The slag is transferred from the apron feeder to the mass-compensated resonance vibratory feeder from JOEST.
Reference project at PreZero Energy in Roosendaal/Netherlands
For storage and further processing of the bottom ash by third-party companies into building materials or metal raw materials, the bottom ash must be conveyed and pre-separated. For this task, JOEST has installed its unique and proven mass-compensated resonance vibratory feeder. The special feature of this type of machine is the self-compensation of the dynamic restoring forces that result from the oscillating movements of the trough against the counter mass. The resulting advantages are lower dynamic loads. In addition, further process steps, such as the separation of coarse parts in this case, can be combined using standardised additional elements. The material is then stored in the slag bunker for transport.
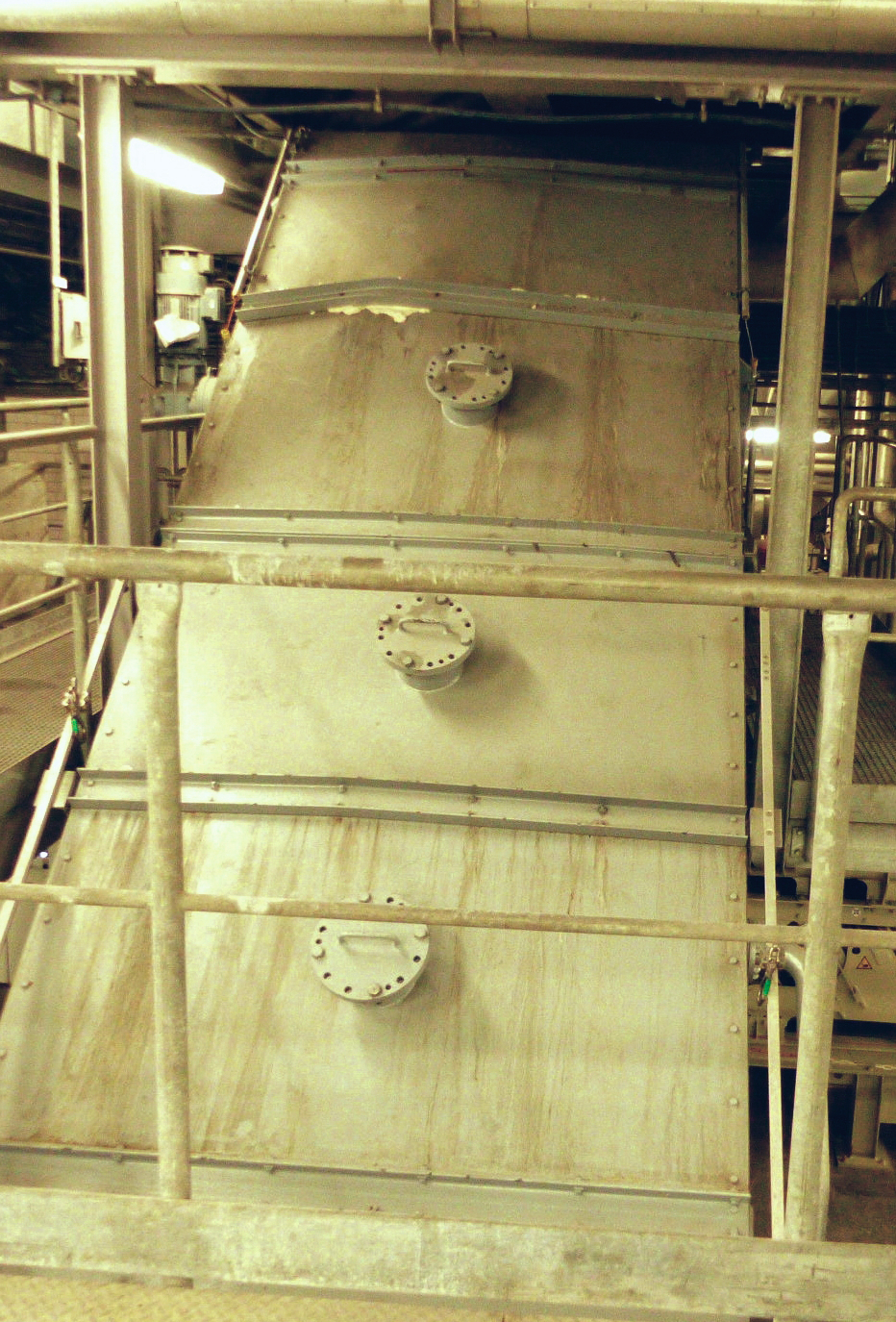
By operating close to natural resonance, this system solution requires significantly less energy than conventional technologies. JOEST has been successfully using vibrating conveyors of this type in waste incineration plants and other industries worldwide for many years. The vibrating conveyor for the PreZero Energy system is 31 m long and has a 1.4 m wide replaceable conveyor trough made of wear-resistant special steel. In order to protect the employees and the building structure as well as the plant technology from harmful emissions in the form of dust and vapours, a closed and dust-tight vibrating bonnet has been installed. An innovative process was used for this. The cover segments were not welded, as is usually the case, but glued. This has the advantage that the construction time is significantly reduced and the bonnets weigh less, which in turn has a positive effect on the energy consumption of the conveyor line. An adjustable coarse separator was integrated at the end of the conveyor line to separate individual large, mostly metal parts. To further optimise the service life of individual wear parts, individual components were individually reinforced.
The structural conditions posed a further challenge. The conveyor system had to be adapted to the existing infrastructure, which in some cases meant millimeter work. For example, massive support pillars had to be shortened to create the required space. In order to further reduce the maintenance effort and to ensure that the machine can be operated with the optimum parameters at all times, JOEST used an intelligent vibration amplitude control system.
Equipped for the future
Due to fluctuating waste compositions and thus changing feed quantities, the system can automatically optimise the process parameters based on the recorded data. This means that PreZero Energy will remain flexible in the future, e.g. for a planned increase in furnace capacity. Delivery took place in mid-2023, and JOEST was also responsible for dismantling the old trough and installing and commissioning the new system. PreZero Energy also concluded a multi-year maintenance contract with JOEST, including periodic inspections. Roy Sallet, Maintanance Manager at PreZero Energy in Roosendaal, is delighted with the new system: „We are very happy with the newly installed resonance vibrating feeder, the last one was getting on in years and kept malfunctioning. The new acquisition is a real improvement for our production. It also gives us the opportunity to expand the capacity of our waste incineration plant in the future.“ Sallet explains why the system was commissioned from JOEST in particular: „JOEST machines are already in operation at other sites at PreZero Energy. The experience was so good that we also decided in favour of a JOEST system here.“
PreZero Energy
PreZero Energy has set itself the task of reducing the consumption of natural resources, avoiding waste and shaping the future with sustainable and efficient solutions. „Zero waste, 100 % recyclables“ is the company‘s motto. At over 430 locations on two continents in Europe and the USA, PreZero Energy sets itself the daily task of developing innovative solutions to close cycles, thus conserving resources and reducing CO2 emissions.
At PreZero Energy Roosendaal site in the Netherlands, waste streams that are not suitable for recycling are converted into sustainable energy. The energy generated in the waste incineration plant is fed directly into the grid. In addition, the heat from the plant is supplied to the nearby greenhouse cultivation and a new housing estate in Roosendaal. PreZero Energy limits emissions well below government standards. To achieve this, combustion temperatures of at least 850 °C are maintained in the furnace chamber. In addition, the exhaust air is cleaned using scrubbers and dust extraction systems.
PreZero Energy covers the energy needs of 80 000 households and can process the waste of more than 1 900 000 citizens every year. No less than 53 % of the electricity supplied by PreZero Energy carries a green label.
The Roosendaal site was built in 2011 and went into operation in 2012, at that time still under the ownership of SITA (Suez). The waste incineration plant was transferred to PreZero Energy in 2019. Today, 1000 t/d of commercial and household waste that cannot be reprocessed is incinerated here and converted into energy or heat.





